⊙ “발베니, 세계 유일의 100% 手製 명품 싱글몰트 위스키”
⊙ 스코틀랜드 스페이사이드 지역, 130여 증류소 중 절반이 이곳에 위치
⊙ 윌리엄 그랜트앤선즈, 세계 판매량 1위 싱글몰트 위스키 생산업체
⊙ “모든 술은 우연의 역사로 만들어진다”
⊙ 스코틀랜드 스페이사이드 지역, 130여 증류소 중 절반이 이곳에 위치
⊙ 윌리엄 그랜트앤선즈, 세계 판매량 1위 싱글몰트 위스키 생산업체
⊙ “모든 술은 우연의 역사로 만들어진다”

- 윌리엄 그랜트앤선즈(William Grant & Sons)社가 운영하는 ‘발베니 증류소(The Balvenie Distillery)’. 스코틀랜드 스페이사이드 지역의 더프타운에 위치해 있다. 이 회사는 세계 1위 싱글몰트 위스키 제조업체이자 세계 3위의 스카치 위스키 생산업체이다. 5代째 가족경영 체제를 유지하고 있다. 생산방식도 전통 匠人 기법을 따른다.
설익은 알코올은 셰리 오크통(Sherry Oak Cask·강화 와인을 숙성시킨 오크통)에 들어가 짧게는 3년, 길게는 수십 년 동안 자신을 묵혀 마침내 진한 향기의 위스키로 변한다. 이렇게 사람의 목줄을 태우는 술이 되기 위해 세월은 오크통에서 길고 깊은 잠을 잔다.
신(神)의 물방울은 와인만이 아니다. 스코틀랜드에서 생산되는 위스키(Scotch Whisky)는 ‘생명의 물’로 불린다. 향과 맛을 ‘느끼고 음미하는’ 생명의 수(水)인 것이다.
스코틀랜드 현지 증류소에서 지켜본 위스키 제조과정은 기다림과 인내(忍耐)의 연속이었다. 기다림의 고통을 안다면 위스키 한 잔을 그냥 들이켤 수는 없을 것이다. 오랜 시간 오크통에서 숙성된 위스키를 폭탄주 한잔에 날려버린다는 것은 술에 대한 예의가 아니라는 생각도 들었다.
몰트 위스키의 首都
 |
| 지도의 별표 부분이 발베니 증류소가 있는 더프타운이다. 이곳을 포함해 북서쪽을 스페이사이드 지역이라고 하는데 이곳에 스코틀랜드 전체 증류소의 절반 가량이 밀집돼 있다. |
발베니 증류소를 운영하는 윌리엄 그랜트앤선즈는 세계 1위 싱글몰트(Single Malt) 위스키 제조회사이자 세계 3위의 스카치 위스키 생산업체이다. 세계적 종합 주류회사 디아지오(Diageo)나 페르노리카(Pernod Ricard)와 달리 이 회사는 1886년 창립 때부터 지금까지 5대에 걸쳐 일가족이 회사를 운영해 온 ‘가족경영’ 체제를 유지하고 있다. 생산방식도 전통 장인(匠人) 기법을 따른다. 이 같은 장인 정신을 통해 생산되는 싱글몰트 위스키가 바로 발베니(The Balvenie)이다.
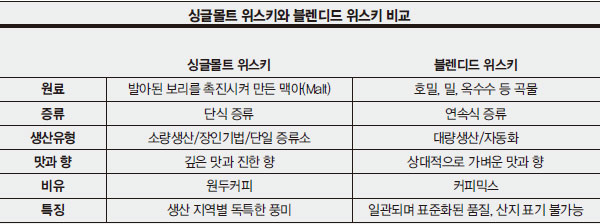
싱글몰트 위스키란 발아된 보리 원료를 100% 사용해 한 곳의 증류소에서 만든 원액(原液)을 숙성시킨 위스키를 말한다. 이와 달리 블렌디드(Blended) 위스키는 싱글몰트 위스키(20~30%)와 그레인 위스키(70~80%·호밀 옥수수 등으로 만든 곡물 위스키)를 섞어 만든 위스키이다. 디아지오사(社)의 조니워커(Johnnie Walker)나 페르노리카의 발렌타인(Ballantine’s)이 대표적인 블렌디드 위스키이다.
윌리엄 그랜트앤선즈는 싱글몰트 위스키 중에서 세계적으로 가장 많이 팔리는 글렌피딕(Glenfiddich), 그리고 수제 명품(名品) 발베니를 생산한다. 블렌디드 위스키 그란츠(Grant’s)도 생산한다. 수퍼프리미엄 진(Gin) ‘헨드릭스 진(Hendrick’s Gin)’을 비롯해 다양한 증류주(酒)도 생산하고 있다. 2010년에는 세계 2위의 아이리시(Irish) 위스키 제조업체 씨앤씨(C&C)그룹의 ‘툴라모어 듀(Tullamore Dew)’를 인수했다.
이 회사가 생산하는 최고급 싱글몰트 위스키 ‘발베니’는 전(全) 공정이 전통 수제(手製) 방식을 따른다. 이 때문에 ‘발베니’ 하면 ‘세계 유일의 100% 수제 명품 싱글몰트’라는 명성을 갖고 있다. 발베니 성의 이름을 브랜드로 사용했다.
위스키의 語源과 역사
 |
| 싱글몰트 위스키는 발아된 보리 낟알만을 원료로 해 한 증류소에서 생산되는 위스키이다. |
스코틀랜드에서 ‘생명수’에 대한 첫 기록은 1494년에 나온다. 그 이후 1800년대 초까지 300년 정도의 밀주(密酒) 시대를 거친다. 잉글랜드 정부가 알코올 제조업자들에게 과도한 세금을 부과하자 스코틀랜드 제조업자들은 증류주를 오크통에 넣어 지하(地下) 창고나 산속에 숨겨 뒀다.
1820년 이후 새로운 술 제조법이 만들어지고 주세(酒稅)가 인하되면서 불법 증류소는 합법화된다. 이때부터 주류업자들은 오랫동안 오크통에 담아 뒀던 증류주를 꺼내기 시작했다. 그런데 숙성된 증류주는 이전과는 완전히 다른 술이었다. 무색(無色)의 알코올이 연갈색을 띤 채 여러 가지 향과 맛을 낸 것이다. 오늘날의 스카치 위스키는 이런 과정을 거쳐 탄생했다. “모든 술은 우연의 역사로 만들어진다”는 말이 위스키에도 적용됐다.
1830년대 이후 스카치 위스키는 전 세계로 퍼져 나갔다. 여기에는 두 가지 사건이 결정적 계기가 됐다. 먼저 대량생산이 가능한 연속증류기의 개발이다. 연속증류기인 ‘페이턴트 스틸’을 통해 ‘그레인 위스키’가 대량으로 생산됐고, 그레인 위스키에 몰트 위스키를 섞어 ‘블렌디드 위스키’를 무제한으로 공급할 수 있었다.
두 번째 사건은 1860~1890년대 프랑스의 포도밭에 대규모로 퍼진 병충해이다. 병충해로 포도 생산량이 급격히 줄어 와인을 충분히 공급할 수 없게 됐다. 이로 인해 값싼 블렌디드 위스키가 와인 시장을 장악했다.
스카치 위스키의 定義
 |
| 발베니의 상징 플로어몰팅. 이틀간 물에 담가 놓았다가 꺼낸 보리를 바닥(플로)에 깔아 놓고 발아시키는 과정이다. 싹이 트는 데 대략 4~5일이 걸린다. |
 |
| 건조실은 이탄(Peat)을 태워 발생하는 열기와 연기로 가득하다. 건조되는 동안 맥아에는 이탄 향이 스며든다. |
하이랜드에서 생산되는 위스키는 기후 영향을 많이 받는데 대체적으로 꿀과 아로마 향기가 많이 나고 견과류의 맛이 특징이다. 로우랜드 지역의 위스키는 레몬향이 강하다. 아일레이 위스키는 톡 쏘는 이탄(Peat·泥炭)향이 진하게 배어 나온다. 이탄은 나무나 식물이 퇴적돼 생화학적 변화를 일으켜 만들어진 석탄의 일종이다.
마지막으로, 스페이사이드 지역은 기후, 영토, 물, 해풍 등 위스키 제조에 좋은 여건을 갖고 있는데, 이곳에서 생산되는 위스키는 바나나, 코코넛 향이 난다. 스페이사이드에는 케언곰스(Cairngorms)라는 국립공원이 있다. 깊은 산속 계곡에서 흐르는 맑은 물은 세계 최고급 위스키의 공급원 역할을 하고 있다.
•몰트 위스키(Malt Whisky): 100% 맥아(Malt)만을 원료로 사용해 증류주(酒)를 만들고 그 원액을 숙성시킨 위스키이다. 증류소마다 고유의 맛과 향이 있고 제품별, 연산별로 독특한 풍미가 있다. •싱글몰트 위스키(Single Malt): 단일 증류소의 몰트 위스키 원액만으로 숙성한 위스키를 말한다. •블렌디드 위스키(Blended Malt Whisky): 상대적으로 저렴한 밀이나 옥수수 등의 곡물을 사용해 대량 증류한 그레인 위스키(Grain Whisky)에 블렌디드 몰트 위스키를 약 20~30%를 섞어 만든 혼합 위스키이다. •매링(Marring): 다른 통에서 숙성된 원액을 혼합한 후 다시 오크통 속에 넣어 서로 잘 혼합되도록 추가 숙성시키는 것을 의미한다. •우드(Wood): 나무를 의미하지만 위스키에서는 오크통을 의미한다. 더블우드라고 하면 두 가지 다른 종류의 오크통에서 숙성시킨 위스키를 말한다. •캐스크 스트랭스(Cask Strength): 위스키 숙성통 속의 원액을 그대로 병입(bottling)한 제품을 말한다. •버번 오크캐스크(Bourbon Oak Cask): 아메리칸 위스키를 숙성시켰던 통. •셰리 오크통(Sherry Oak Cask): 스페인의 특산물인 강화와인(셰리)을 숙성시킨 통을 말한다. 강화와인은 일반 와인을 만든 후 높은 도수의 브랜디(Brandy)를 넣어 알코올 도수를 높인 와인이다. 위스키는 셰리 오크통에 넣어야 맛과 향이 진해진다. •바디(body): 입안에서 느껴지는 꽉 찬 정도나 무게감을 말한다. 라이트(Light), 미디엄(Medium), 풀(Full) 등으로 표현한다. •풍미(Palate): 혀와 입천장, 식도에서 느끼는 맛을 의미한다. •피티(Peaty): 위스키에서 피트(Peat·이탄) 향이 진하게 날 때 이렇게 표현한다. •여운(finish): 위스키를 마셨을 때 입과 목에 남는 느낌을 의미하며 길게 남는 느낌을 일반적으로 링거링 테이스트(lingering taste)라고 한다. |
위스키 업계의 傳說 데이비드 스튜어트
 |
| 전 세계 위스키 업계의 傳說로 통하는 몰트 마스터(Malt Master) 데이비드 스튜어트(David Stewart). 그는 1962년 17세의 나이에 수습사원으로 윌리엄 그랜트앤선즈에 入社해 지금까지 50년 넘게 근무하고 있다. |
데이비드 스튜어트는 12년간의 견습기간을 거쳐 1974년 마침내 위스키 블렌더이자 몰트 마스터가 됐다. 그는 세계에서 가장 많이 팔리는 싱글몰트 위스키 글렌피딕(Glenfiddich)의 성공과 궤를 같이했다. 그는 글렌피딕 15년산(産)에 사용된 와인 숙성 방법 중 하나인 솔레라 시스템과 피트 향이 진한 ‘글렌피딕 카오란 시리즈’를 업계 최초로 고안해 냈다. 그의 창의적 제조법은 이후 위스키 업계에 큰 영향을 미쳤다.
데이비드 스튜어트는 발베니(더블우드 12년산)도 개발했다. 더블우드 12년산은 두 가지 서로 다른 오크통을 이용해 숙성과정을 거친 것으로, 개발 당시 파격적인 제조법으로 평가받았다. 이후 출시한 발베니 17년산 리미티드 시리즈는 데이비드 스튜어트의 위스키에 대한 애정과 실험을 보여주는 제품들이었다. 그는 다양한 실험을 통해 싱글몰트 위스키의 경계를 확장시킨 것으로 인정받고 있다. 2008년에는 그의 근무 경력 45년을 기려 ‘발베니 시그니처 12년산’을 출시했다. 2009년 위스키 매거진은 그의 위스키 인생을 기려 ‘평생공로상(Lifetime Achievement Award)’을 수여했다. 그에게 몰트 마스터의 역할에 대해 물었다.
“몰트 마스터는 블렌디드 위스키의 블렌드 마스터와는 조금 다릅니다. 몰트 마스터는 생산할 위스키를 기획하고 그 위스키를 생산하기 위한 전 과정을 설계, 관리, 감독하는 사람입니다. 제조 과정, 사용되는 오크통, 숙성의 방법, 그리고 최종적인 위스키의 향과 맛, 품질까지 총괄하지요. 발베니의 경우, 원료가 되는 보리의 품종 선별에서부터 증류, 그리고 어떤 오크통을 사용해 숙성을 시킬 것이며, 숙성은 몇 년간 어디에 보관해서 할 것인가도 꼼꼼히 체크해요. 발베니라는 브랜드가 가지고 있는 고유의 특성을 유지하기 위한 관리를 철저히 해야 합니다. 한마디로 몰트 마스터의 역할은 절대적이죠.”
그는 몰트 마스터가 되기 위해 가장 중요한 조건으로 위스키에 대한 열정과 철저한 자기관리를 꼽았다.
“향과 맛에 대한 특별한 감별 능력을 갖고 있다면 훨씬 유리하겠지요. 하지만 이 능력은 자신의 의지에 따라 얼마든지 키울 수 있습니다. 그러나 위스키에 대한 열정은 원한다고 갑자기 만들 수 있는 게 아닙니다. ‘회사를 대표하는 감별사’이기 때문에 감기도 걸리면 안될 정도로 자기 관리가 철저해야 해요. 담배나 커피 등 맛을 느끼는 혀에 자극을 줄 수 있는 것은 금물입니다. 향에 민감하기 위해서는 건강에도 특히 신경을 써야 해요. 요즘 들어 일반인들의 위스키에 대한 지식이 상당합니다. 특히 위스키 애호가들의 제품에 대한 지식과 경험은 전문가 수준을 능가합니다. 하루라도 관련 지식을 습득하고 공부하는 데 게으름을 피울 수가 없어요. 물론 위스키의 제조 과정에 대한 이해와 다년간에 걸친 경험 등을 바탕으로 하기 때문에 몰트 마스터가 되기 위해서는 오랜 현장 경험이 반드시 필요하지요. 단순히 향과 맛을 잘 느낀다고 할 수 있는 직업이 아닙니다.”
전통 手製 방식에 대한 강한 자부심
 |
| 발효가 완료되면 알코올 도수 7~8% 내외의 술덧(Wash)이 된다. 위스키 제조업체들은 스테인리스 발효통을 사용하는데 비해 발베니 증류소는 천연 전나무로 만든 발효통을 사용한다. |
두 사람은 발베니의 제조과정이 전통 수제 방식이라는 데 대해 강한 자부심을 갖고 있었다. 데이비드 스튜어트는 “세계 정상급 싱글몰트 위스키인 발베니는 손으로 만들 수 있는 궁극의 가치에 도전하는 위스키”라고 했다. 이들이 들려준 싱글몰트 위스키 제조과정을 요약하면 다음과 같다.
먼저 1단계 맥아(Malting) 과정이다. 최고 품질의 보리낟알을 선별해 침전소에서 이틀간 물에 담가 놓았다가 발아실로 옮겨 싹을 틔운 후(4~5일 소요) 건조실로 옮긴다. 건조실은 이탄(Peat)을 태워 발생하는 열기와 연기로 가득하다. 건조되는 동안 맥아에 이탄 향이 스며든다.
두 번째 당화(Mashing) 과정은 건조된 맥아를 분쇄하고 부드럽고 깨끗한 로비 듀(Robbie Dhu) 천연수(60~70도)를 혼합해 맥아에 함유돼 있는 유효한 성분을 우려내는 단계이다. 이 과정에서 자체 당화효소에 의해 당화된다.
 |
| 싱글몰트 위스키는 단식 증류기(Pot Still)를 사용해 2~3회 반복적으로 증류한다. |
발효가 끝나면 본격적인 증류(Distillation) 단계로 들어간다. 블렌디드 위스키 제조에 사용되는 연속식 증류기 대신, 싱글몰트 위스키는 단식 증류(Pot Still)기를 사용해 2~3회 반복적으로 증류한다. 이렇게 증류된 원액은 법적으로 술로 인정되며 지정된 장소에 보관된다. 몰트 마스터는 맛의 고유함을 유지케 하기 위해 과정 하나하나를 치밀하게 관리한다.
증류를 통해 생산된 알코올은 이제 긴 시간의 숙성(Maturation) 단계에 접어든다. 증류된 무색(無色) 투명의 위스키 원액을 오크통 속에 저장, 숙성시키는 것이다. 위스키의 맛과 향에 가장 큰 영향을 미치는 오크의 목질을 향상시키기 위해 발베니 증류소는 최고의 오크통 제조 장인(匠人)을 보유하고 있다.
수년, 수십년의 숙성 과정을 통해 얻어진 원액은 ‘조화(Marrying)’ 단계를 통해 새로운 술로 발전한다. 발베니의 독특한 맛과 향을 유지하기 위해 일반 오크 숙성통에 들어 있던 원액을 대형 오크통에 넣고 섞는 것이 바로 ‘조화’ 단계이다. 병입(Bottling)하기 전까지 3개월 동안 대형 오크통에 담아 두는데 맛과 향의 완벽한 조화를 위해 발베니만의 최고 향기 전문가들이 이 과정에서 중요한 역할을 한다.
마지막으로, 제품화 단계인 병입 과정이다. 숙성이 끝난 발베니 위스키 원액에 천연수인 ‘로비 듀’를 첨가해 알코올 도수를 40%대로 낮춰 제품화한다. 발베니의 특징은 증류에서 숙성, 병입까지 한곳에서 이루어지는 싱글몰트 위스키로 유명하다.
싱글몰트 위스키 중에서 판매량 1위는 윌리엄 그랜트앤선즈의 글렌피딕이다. 2위는 글렌리벳, 3위는 맥캘란이다. 그 외 글렌모렌지, 글렌그란트, 카듀, 발베니, 라프로익, 아버로우, 보우모워 등이 인기를 얻고 있다. 윌리엄 그랜트앤선즈의 발베니는, 판매량에서는 글렌피딕, 글렌리벳, 맥캘란보다 적지만 브랜드 가치에서는 최상급 싱글몰트 위스키로 대우를 받고 있다. 위스키 원액을 전액 수입하는 우리나라는 세계적인 위스키 소비국이다. 스카치 위스키 수입량으로는 세계 12위(2012년)를 기록했다. 판매가(販賣價)로는 세계 4위에 달한다. 2011년의 경우 17년산 이상 고급 위스키(수퍼 프리미엄급)를 전 세계에서 가장 많이 마신 것으로 조사됐다. 영국의 국제주류시장연구소(International Wine and Spirit Research·IWSR)에 따르면, 2011년 전 세계 고급 위스키 판매 현황을 조사한 결과 대(對)한국 출고량이 69만8000상자(한 상자는 9L 기준)로 1위를 차지했다. 2위는 미국(47만8000상자)이고 3위는 중국(23만4000상자)이다. 우리나라는 수퍼 프리미엄급 위스키의 출고량 부문에서 2001년부터 10년 넘게 1위 자리를 지키고 있다. 물론 경기불황으로 국내 위스키 소비량은 해마다 줄고 있다. 위스키 업계에 따르면 국내 위스키 시장 1위인 ‘윈저’는 2013년도 판매량이 전년 대비 11.9% 감소했다. 2위인 ‘임페리얼’은 22.8%, 3위인 ‘스카치블루’는 18% 줄었다고 한다. 세계적인 블렌디드 위스키인 ‘발렌타인’도 국내 소비량이 24% 감소했다. 이런 상황에서도 성장하고 있는 싱글몰트 위스키의 판매량은 꾸준히 늘고 있다. 세계 판매 1위 싱글몰트 위스키 ‘글렌피딕’은 2013년도 1분기와 전년 동기를 비교한 결과 16%가량 판매량이 늘었다. 단란·유흥주점에서 폭탄주를 마시는 대신 소규모 레스토랑이나 토킹바(Talking Bar)에서 위스키의 풍미를 즐기는 문화가 확산되고 있기 때문이라고 한다. 윌리엄 그랜트앤선즈 코리아 김일주(金一柱·54) 대표의 말이다. “우리나라 음주문화는 분위기가 크게 작용합니다. 술을 즐기는 것보다 풍류를 즐기는 데 필요한 도구로서 술을 마셔 왔지요. 그러다가 ‘우리’가 아닌 ‘나’의 문화가 늘어나고 아울러 경기가 안 좋아지면서 폭탄주 문화는 줄고, 대신 소량(少量)의 위스키를 마시며 술 자체를 즐기는 문화가 늘고 있습니다. 술 문화가 바뀌면서 블렌디드 위스키보다 싱글몰트 위스키를 찾는 이들도 증가하고 있어요. 싱글몰트 위스키 시장이 매년 10% 이상의 꾸준한 성장세를 보이고 있는 데 주류 업계의 한 사람으로서 주목하고 있습니다.” 지난해 4월 윌리엄 그랜트앤선즈 코리아 대표이사로 취임한 김일주 대표는 30여 년간 위스키 전문가로 활약해 왔다. 그는 국내 소비자들의 취향과 입맛을 고려한 제품 리뉴얼, 신제품 출시를 성공적으로 이끈 위스키 분야의 산증인으로 평가 받고 있다. 그는 두산씨그램, 진로발렌타인스, 페르노리카코리아를 거쳤으며 진로발렌타인스 마케팅담당 임원으로 있던 2001년에는 임페리얼 위조방지 장치인 ‘키퍼캡’을 국내 최초로 도입하며 ‘윈저’에 밀리고 있던 위스키 시장 점유율을 단숨에 역전시킨 것으로 유명하다. 세계적으로 유명한 ‘발렌타인’ 위스키를 국내 시장에 성공적으로 론칭하기도 했다. 2009년에는 골든블루를 직접 개발·출시했다. |

위스키 시음法
 |
| 발베니 증류소의 홍보대사 데이비드 마이어(David Mair). |
“위스키의 향을 제대로 즐기기 위해서는 컵의 주둥이가 좁은 튤립 모양의 싱글몰트 위스키 전용 잔을 사용하는 게 좋습니다. 위스키를 잔에 따른 다음에는 먼저 향을 맡습니다. 그리고 소량의 물을 넣어 보세요. 위스키와 물이 희석되면서 처음과 다른 위스키의 향이 우러나는 걸 알게 될 겁니다. 손바닥의 열을 이용해 위스키 향을 맡는 방법도 있습니다. 손으로 컵 모양을 만든 후 적당한 양의 위스키를 손 바닥에 부어 보세요. 그리고 손을 마찰시켜 열을 낸 후 손바닥에서 우러나는 위스키의 향을 맡아 보는 것도 좋습니다.”
 |
| 발베니 증류소는 위스키를 숙성시키는 오크통을 직접 제작, 수리한다. |
“위스키는 먹는 사람의 입맛에 맞게 물과 얼음 등을 이용해 위스키의 농도를 조절한다면 초보자도 쉽게 즐길 수 있습니다. 위스키 마니아들은 제대로 된 위스키의 맛과 향을 느끼기 위해서 물 없이 스트레이트로 마시기를 고집하지만 40% 이상의 알코올 농도가 되는 위스키를 스트레이트로 마시기는 쉽지 않습니다. 본인의 취향에 따라 물의 양을 조절하면서 마시게 되면 더욱 편하게 위스키를 즐길 수 있지요. 얼음을 이용하는 방법도 있습니다. 작은 얼음을 위스키 잔에 한 가득 채운 후 위스키를 붓습니다. 얼음이 서서히 녹으면서 위스키가 희석되는데, 처음의 위스키 맛과 점점 다른 위스키의 또 다른 맛을 느낄 수 있습니다.”
발베니 증류소 견학이 끝날 때쯤 이런 의문이 문득 떠올랐다. “우리의 전통주(酒) 막걸리는 서민들의 애환과 삶에 대한 열정이 들어 있는 술인데 이곳 사람들에게 위스키는 과연 무엇이고 어떤 존재로 인식되고 있는가.” 샘 시몬스(Sam Simmons) 발베니 글로벌 홍보대사의 말이다.
“다른 나라도 비슷하겠지만 스코틀랜드 사람에게 위스키는 친구와도 같은 존재입니다. 언제 어디서나 만날 수 있는, 희로애락을 같이할 수 있는 친구 말입니다. 한편으로 위스키는 그 자체로서 훌륭한 예술품입니다. 보고, 느끼고, 즐길 수 있는 대상인 것이지요.”
 |
| 증류된 無色 투명한 위스키 원액은 오크통의 종류나 목질, 숙성시간 등에 따라 맛과 향, 색깔이 다양하게 나타난다. |
“만약 우리의 언어(言語)가 위스키라면, 이처럼 고생할 일은 없었을 것이다. 나는 잠자코 술잔을 내밀고 당신은 그걸 받아서 조용히 목 안으로 흘려 넣기만 하면 된다. 너무도 심플하고, 너무도 친밀하고, 너무도 정확하다. (중략) 아주 드물게 주어지는 행복한 순간에 우리의 언어는 진짜로 위스키가 되기도 한다. 그리고 우리는, 적어도 나는, 늘 그러한 순간을 꿈꾸며 살아간다. 만약 우리의 언어가 위스키라면, 하고.”
무라카미 하루키(村上春樹)의 말대로, 우리는 세상의 온갖 일들을 술에 취하지 않은 맨정신에서 다른 무엇인가로 바꾸어 놓고 이야기하고 또 그 한정된 틀 속에서 살아갈 수밖에 없다. 그러나 예외적으로 우리의 언어와 세상 일들이 진짜 위스키처럼 달콤한 때도 있다. 세상사(世上事)가 위스키처럼 달콤하고 깊은 여운이 있다면 얼마나 좋을까.⊙
•위스키: 발아된 보리나 곡물(호밀, 밀, 옥수수, 귀리)을 발효한 후 증류과정을 거쳐 3년 이상 숙성시킨 증류주. 스탠다드급(6년산), 프리미엄급(12년산), 수퍼 프리미엄급(15년산), 울트라 수퍼 프리미엄급(17년산 이상)로 나뉜다. •브랜디: 과일(주로 포도)을 원료로 발효한 술을 다시 증류한 것이다. 포도주를 증류한 코냑이 브랜디의 대표적인 술이다. 사과를 원료로 한 브랜디는 노르망디에서 생산되는 칼바도스가 있다. 숙성기간에 따라 VSOP(10~15년산), 나폴레옹급(15~30년산), XO(30년 이상) 등으로 분류된다. •럼(RUM): 사탕수수의 즙을 원료로 한 증류주이다. 원산지는 서인도제도이다. 주로 여름철에 칵테일용으로 많이 사용된다. •보드카: 옥수수와 감자를 원료로 한 러시아의 대표적인 증류주이다. •진(GIN): 곡물을 발효시킨 후 허브 향이 나는 향신료를 넣고 증류한 백색 증류주이다. 이뇨작용을 돕는 의약품으로 발명됐다가 영국에 전해지면서 술이 됐다. •테킬라(TEGUILA): 멕시코가 원산지로 선인장(용설란)을 발효해 만든 술이다. 멕시코의 데킬라 마을에서 생산된 술에서 비롯됐다. 흰색과 금색 두 가지로 생산된다. |